 邮箱:
邮箱: sales@163.com
 电话:
电话:
13585010888
邮箱: sales@163.com
电话:
13585010888



 |
 |
|
产业 应用于汽车冲压模具等,追求锋利的边缘和平滑精美曲线等要求高品位加工面的现场。 |
 |
|
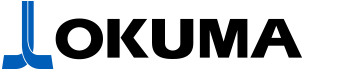
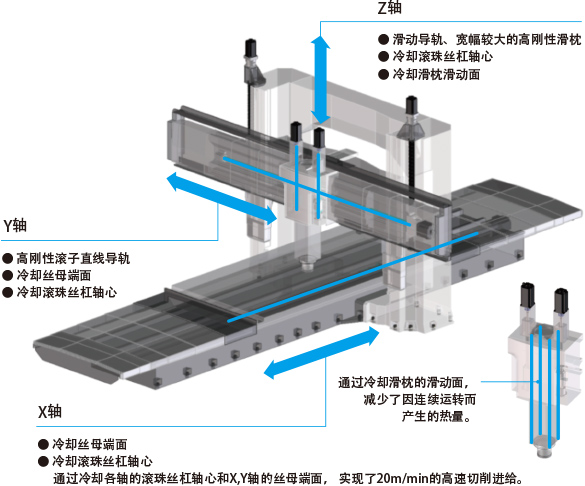
实现高速连续切削进给的机床结构和 20,000min-1高速主轴头 通过冷却,在保持形状精度的同时,缩短了25%加工时间。 该机床设计即使在高速进给时也能保持很高的配合性。 平均连续切削进给速度 X轴、Y轴:20m/min Z轴:10m/min 加工时间 缩短25% ※(原有机型:7小时13分钟/MCR-S:5小时25分钟) ※在汽车侧板加工中与原有机型相比 |
 |
|
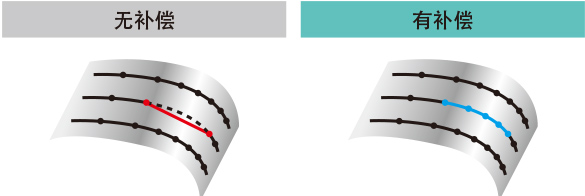
Hyper-Surface 减少手动加工工序的时间 可自动补偿导致加工面缺陷的加工程序不规则性,实现无痕迹的高品位加工面。 |
 |
|
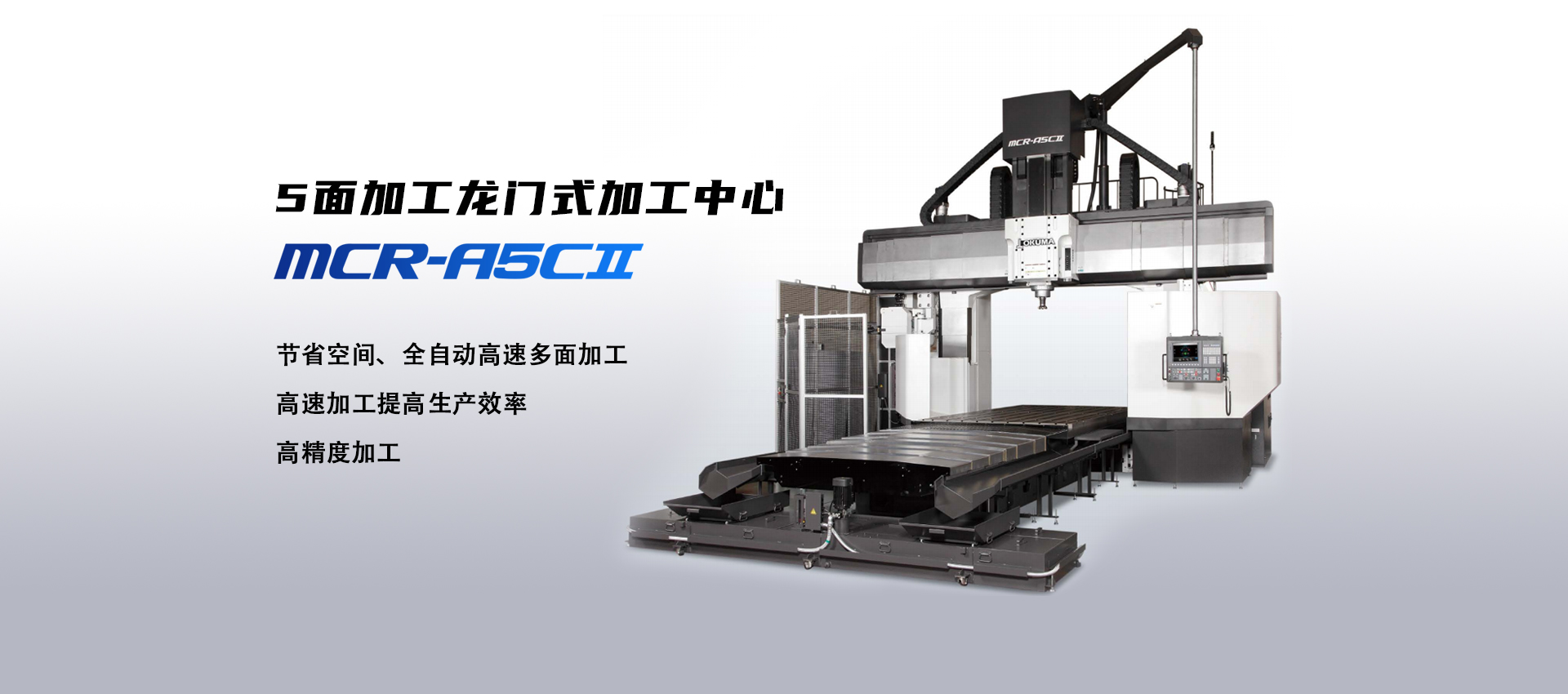
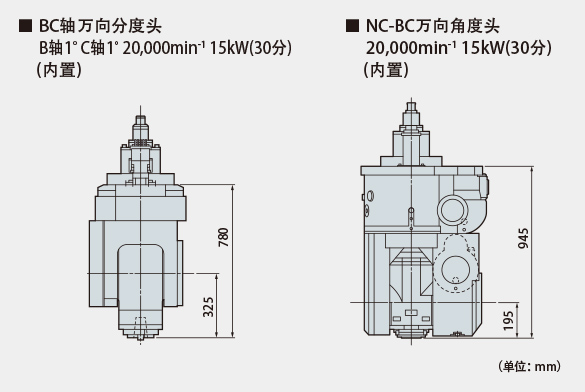
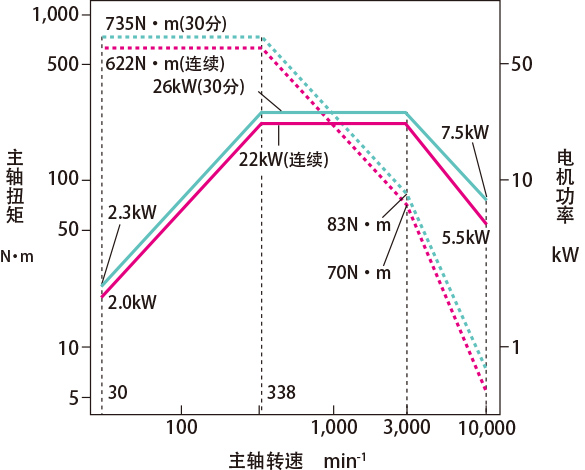
高扭矩、大功率的内置电机主轴 通过强有力的主轴重切削,缩短了加工时间。 只需1台机床即可完成从粗加工到精加工,所以工件装夹的作业时间也大幅缩短。
|
 |
| MCR-S | ||
| 有效门宽 | mm | 2,650、3,150 |
| 工作台尺寸 | mm | 2,000×4,000~2,500×6,500 |
| 主轴转速 | min-1 | 10,000 |
| 刀库收纳数量 | 把 | 50 |
| 主轴电机功率 | kW | 26/22(30分/连续) |
|
机床尺寸(仅限本机) (W×D×H) |
mm | 7,370×10,730×6,420~7,870×16,430×6,700 |